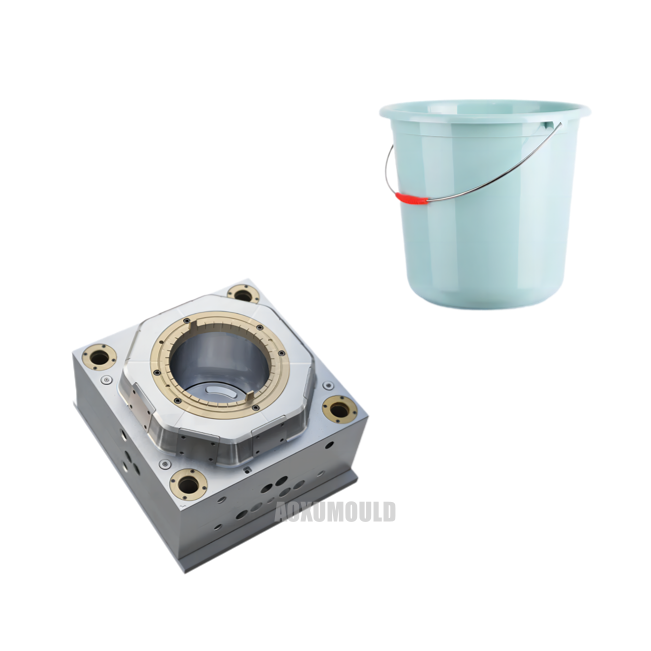




Specifikacije plesni
|
Ime plesni |
Plastična vodna vedra |
|
Material izdelka |
Pp |
|
Velikost izdelka |
240x320x290mm (vključujejo kolesa) |
|
Teža izdelka |
550g |
|
Plesni material za votlino &. Jedro |
C45, P20, 718, 2738 |
|
Baza plesni |
C45 |
|
Vbrizgavalni sistem |
Odprta vrata vročega tekača ali vrat ventila |
|
Primeren stroj za vbrizgavanje |
550T |
|
Velikost plesni |
490x630x575mm |
|
Plesni življenjska doba |
več kot 300, 000 osebne računalnike |
KajDetailsDo YouNeedTo PayAttentionTo WkokošDetingPladicBucket?

1. Izbira materiala: Izberite kakovostne plastične surovine, da zagotovite, da ima vedro zadostno trdnost in trajnost. Hkrati je treba zagotoviti, da izbrani plastični materiali izpolnjujejo ustrezne varnostne standarde in ne vsebujejo škodljivih snovi.
2. Oblikovanje zmogljivosti: Zmogljivost vedra je treba oblikovati v skladu s potrebami uporabnikov in scenarijev uporabe, ki bi morali zagotoviti, da je količina vode zapolniti zadostna, zato je treba upoštevati udobje nošenja in uporabe.
3. Strukturna zasnova: Konstrukcijska zasnova vedra mora biti razumna, zagotoviti, da je trden in stabilen, in ni enostavno deformacija ali poškodbe. Zlasti pri zasnovi priključnih delov in ročajev je treba zagotoviti zmogljivost in udobje obremenitve.
4. Oblikovanje ust v vedrih: Zasnova ust iz vedra mora upoštevati udobje nalivanja vode in čiščenja, kaliber pa mora biti zmerni, enostaven za nalivanje vode ali čiščenje.
5. Oblikovanje videza: Poleg funkcionalnosti je pomembna tudi videz vedra. Ima privlačen videz, tako da ga lahko ljudje na prvi pogled všeč in povečajo uporabniško izkušnjo.
KakoTo EnsureTonLoad-BujemanjeCApacity ofPladicBucket?
Ključni ukrepi za zagotovitev nosilne zmogljivosti
1.Izbira materiala
Polietilen z visoko gostoto (HDPE): odporen proti udarcu in kemični koroziji je pogost material v vedrih.
Polipropilen (PP): lahek in odporen na visoke temperature, lahko pa postane krhka pri nizkih temperaturah.
Za izboljšanje togosti materiala dodajte ojačitvena sredstva, kot sta steklena vlakna ali ogljikova vlakna.
2.Optimizacija strukturne zasnove
Spodnji ojačevalnik: Oblikujte omrežje ali togo zvonjenja, da porazdelite spodnji tlak.
Porazdelitev debeline stene: Spodnja in stranska stena sta zgoščena (ponavadi je dno debelejše), zgornji del pa je mogoče primerno redčiti.
Zaokroženi prehod: Izogibajte se desnemu kotu zasnove, da zmanjšate tveganje za rupturo, ki ga povzroči koncentracija stresa.
3.Nadzor proizvodnega procesa
Parametri oblikovanja vbrizgavanja: natančen nadzor temperature, tlaka in hitrosti hlajenja, da se izognete mehurčkom ali krčenja.
Natančnost plesni: zagotovite enakomerno debelino stene in zmanjšajte napake.
Naknadno zdravljenje: žarjenje za odpravo notranjega stresa in izboljšanje dolgoročne stabilnosti.
4.Nadzor kakovosti in pregled kakovosti
Preskus tlaka vzorčenja: simulirajte dejansko obremenitev, da zaznate kritično točko deformacije ali rupture.
Zaznavanje debeline stene: Ultrazvočni ali laserski merilnik debeline, da se zagotovi, da je debelina do standardna.
Preskusi kapljic: Preverite odpornost udarcev pri prevozu ali uporabi.
5.Prilagodljivost okolja
Temperaturni vpliv: Za nizko temperaturno okolje je treba izbrati hladno odporne materiale (na primer spremenjeni HDPE).
Zaščita UV: Dodamo anti-UV sredstvo, da se prepreči izguba trdnosti zaradi staranja.
Drugič, pogosto uporabljeni testni standardi
Plastična vedra je treba testirati v skladu z mednarodnimi, nacionalnimi ali industrijskimi standardi, naslednji standardi:
1. mednarodni standardi
ASTM D1998: Vrednotenje dolgotrajne hidrostatične trdnosti (npr. Odpornost na lezenje) materialov HDPE.
ASTM D2412: Preskus vzporednega nalaganja plošč, merjenje kompresijske upornosti telesa sode.
ISO 13268: Testiranje kompresijskih zmogljivosti podzemnih plastičnih posod pod temperaturnimi cikli.
ISO 22498: Metoda preskusa spusti za plastične posode.
2. Domači standardi
GB/T 13508-2011: Standard za polietilen udarne posode, ki pokrivajo hidrostatične, kapljice in druge teste.
QB/T 2818-2017: Plastični industrijski standard sodov za pitno vodo, ki določa stopnjo deformacije obremenitve, tesnjenje itd.
GB/T 4857.5: Metoda preskusa spusti za prevoz embalaže (simuliran postopek nalaganja in raztovarjanja).
3. Testna metoda
Statični test obremenitve: Teža z nazivno obremenitvijo (na primer 1,5 -krat nominalna zmogljivost) 24 ur za preverjanje deformacije ali uhajanja.
Preizkus kapljice: prosti padec z višine 1,2 na 1,5 metra (različni koti), da opazujete, ali je pokvarjen.
Tlačni test: Notranji tlak na oblikovalsko vrednost (na primer 0. 1MPA), ohranite 30 minut brez uhajanja.
Okoljski test: Preskusne spremembe v zmogljivosti obremenitve pri visoki temperaturi (60 stopinj C) ali nizke temperature (-20 stopnja C).
Dolgoročni test lezenja: naložite več mesecev, da ocenite odpornost materiala proti deformaciji.
Oblikovanje za izdelek &. Plesen

KajAoferiTonPRocesingStepsAndRenakovrediPladicVoda BucketPlesen?

Prvič, koraki obdelave plastičnih vodnih vedrov
1. mouLD Design
Analiza izdelka: Oblikujte glede na velikost, obliko, debelino stene, armaturo in druge zahteve vedra.
Zasnova površine: določite ločitveno površino kalupa, da se zagotovi gladko podvajanje.
Oblikovanje sistema za ganting: oblikovalski tekač, vrata in izpušni sistem za zagotovitev enakomernega plastičnega nadeva.
Oblikovanje hladilnega sistema: Oblikujte hladilno vodo, da zagotovite hitro in enakomerno hlajenje kalupa.
Zasnova sistema ektorji: Oblikujte timble ali zgornjo ploščo, da zagotovite nemoteno sproščanje izdelka.
2. Izbira materiala
Die Steel: Običajno uporabljeni P20, 718, H13 in drugo visokokakovostno jeklo matrice, ki zahteva visoko trdoto, odpornost na obrabo in korozijsko odpornost.
Površinska obdelava: na primer nitriranje, kromirano oblogo itd. Izboljšajte trdoto plesni in odpornost na obrabo.
3. mouLD obdelava
Grobo: uporaba rezkalnih strojev, stružnic in druge opreme za predhodno obdelavo za odstranjevanje odvečnega materiala.
Končna obdelava: Natančna obdelava z uporabo obdelovalnih strojev CNC za zagotovitev dimenzijske natančnosti in površinskega zaključka.
Električna obdelava izpusta (EDM): Uporablja se za obdelavo kompleksnih oblik in drobnih konstrukcij.
Poliranje: Vdolbina in jedro sta polirani, da se zagotovita gladka površina.
4. mouLD Skupščina
Sklop delov: Sestavite obdelane dele, da zagotovite natančnost vsakega dela.
Zagon: Če želite preizkusiti kalup, prilagodite sistem zalivanja, hladilni sistem in izmetni sistem, da zagotovite normalno delovanje kalupa.
5. mouLD testiranje in popravek
Preskusni kalup: Uporabite dejanske proizvodne materiale za preskušanje plesni, preverjanje velikosti izdelka, kakovosti površine in pogojev za deponiranje.
Popravek: Glede na rezultate preskusa se plesen popravi, dokler ne bodo izpolnjene zahteve po oblikovanju.
Drugič, zahteve za obdelavo plastičnih vodnih vedrov
1. dimenzijska natančnost
Velikost votline: Da bi zagotovili, da je velikost votline natančna in v skladu z zahtevami za oblikovanje izdelka, običajno toleranco nadzoruje znotraj ± 0. 05mm.
Natančnost prileganja: deli enakomerno se prilegajo, izogibajte se bliskavici ali plesni.
2. kakovost površine
Zaključek: Zahteve za votlino in površinsko površino so visoke, običajno morajo doseči RA 0. 2 ali manj.
Brez napak: brez prask, razpok, pore in drugih napak na površini.
3. Strukturna moč
Togost: Kalup mora imeti zadostno togost, da se prepreči deformacija med oblikovanjem injiciranja.
Odpornost proti obrabi: Površino plesni je treba utrjevati, da se izboljša odpornost proti obrabi in podaljša življenjsko dobo.
4. Hladilni sistem
Enotno hlajenje: Oblikovanje hladilne vode je smiselno zagotoviti, da se vsi deli plesni enakomerno ohladijo, da se prepreči deformacija izdelka.
Učinkovito hlajenje: visoka učinkovitost hlajenja, skrajšajte cikel injiciranja.
5. sistem zalivanja
Oblikovanje poti pretoka: Velikost poti pretoka je smiselna, da se zagotovi nemoten plastični pretok in zmanjša izgubo tlaka.
Oblikovanje vrat: Lokacija in velikost vrat sta primerna, da se izognete napakam na površini izdelka.
6. Izvlecite sistem
Gladko izmet: Oblikovanje izmeta sistema je smiselno zagotoviti nemoteno sproščanje izdelkov, se izogibati deformaciji ali poškodbi.
Brez sledi: položaj nabrežja je smiselno, da se izognete puščanju očitnih znamk na površini izdelka.
7. izpušni sistem
Gladki izpušni plini: Zasnova izpušnih rezervoarjev je smiselna, da se zagotovi nemoten praznjenje plina v kalupu in se izognete mehurčkom ali kurjenje izdelka.
8. Servisno življenje
Trajnost: Kalup mora imeti dolgo življenjsko dobo, ki običajno zahteva več kot 500, 000 krat.
Enostavno vzdrževanje: Oblikovanje konstrukcije plesni je smiselno, enostavno vzdrževati in popraviti.
PreizkusPlastična vodna vedra
Paket &. Dostava

Komponente plesni
Plesni jeklo

Vroči tekaški sistem

Standardni deli

Pogosta vprašanja
V: Iz katerega materiala je narejen plastični kalup za vbrizgavanje vedra?
O: Najpogosteje uporabljen material za proizvodnjo kalupov za vbrizgavanje je visokokakovostno jeklo, kot so P20, 718, 2738 itd.
V: Kakšen je postopek izdelave plastične vodne vedra?
O: Postopek izdelave kalupa vključuje oblikovalsko inženirstvo, strojno programiranje, proizvodnjo plesni, testiranje plesni in potrjevanje.
V: Ali je mogoče plesen prilagoditi glede na posebne zahteve izdelka?
O: Da, plesni je mogoče prilagoditi posebnim zahtevam izdelka glede na zasnovo in specifikacije projekta.
V: Katere dejavnike bi morali upoštevati pri izdelavi naših plastičnih kalupov?
O: Nekateri dejavniki, ki jih je treba upoštevati pri izdelavi plastičnih kalupov, vključujejo oblikovanje izdelka, izbiro plastičnega materiala, izbiro materiala, kalup kalupa, zmogljivost stroja za vbrizgavanje, čas hlajenja, zahteve za vzdrževanje plesni itd.
V: Koliko časa traja, da naredimo plastično kalup za vedro?
O: Čas, potreben za izdelavo kalupa, je odvisen od zapletenosti in velikosti kalupa. Vendar pa običajno traja šest do osem tednov.
V: Kako zagotoviti kakovost plesni?
O: Da bi zagotovili kakovost plesni, je treba v celotnem postopku proizvodnje plesni uporabiti razumno oblikovanje in inženiring, kakovostni materiali in stroge postopke nadzora kakovosti.
V: Kako dolgo traja plesen?
O: Življenje kalupa je odvisno od kakovosti kalupa, načinov vzdrževanja in delovnih pogojev. Dobro vzdrževan plesen je mogoče uporabiti sto tisočkrat.
V: Kakšne so prednosti izdelave plastičnih kalupov za vbrizgavanje?
O: Nekatere prednosti izdelave plastičnih kalupov vključujejo hitrejše proizvodne čase, nižje stroške enote, visoko natančnost in sposobnost izdelave zapletenih oblik in modelov.
V: Ali je mogoče naše plastične kalupe za vedro popraviti in vzdrževati?
O: Da, naše plastične kalupe za vedro lahko servisiramo in vzdržujemo, da podaljšajo življenjsko dobo. Redno vzdrževanje lahko prepreči napake in zagotovi doslednost kakovosti.
Povratne informacije strank






