



Specifikacije plesni
|
Ime plesni |
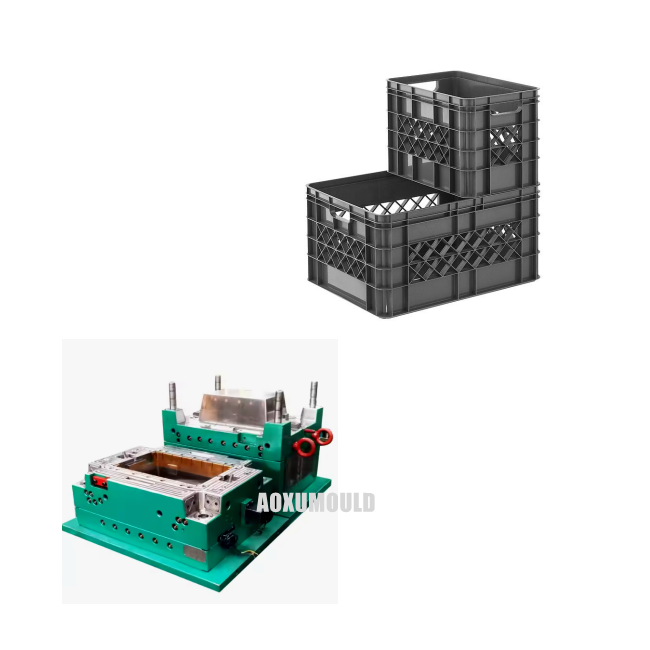
Plastični zaboj, ki ga je mogoče zložiti |
|
Material izdelka |
HDPE polietilen |
|
Velikost izdelka |
L 570 x W 370 x H 205mm |
|
Teža izdelka |
1,57kg |
|
Plesni material za votlino &. Jedro |
P20/718H/H13 |
|
Nos votline |
1 votlina |
|
Vbrizgavalni sistem |
Vroči tekač |
|
Primeren stroj za vbrizgavanje |
650T |
|
Velikost plesni |
850x580x900mm |
|
Teža plesni |
3200kg |
|
Plesni življenjska doba |
več kot 500, 000 računalniki |
|
Čas dostave |
55 dni |
Zakaj potrebujemo plesni za zaboje za shranjevanje?

Iz več razlogov moramo narediti kalup za plastične zaboje.
1. Plesen daje plastični zaboju svojo specifično obliko. Omogoča ustvarjanje doslednega in natančnega dizajna. Na primer, če želite, da imajo vsi zaboji enake velikosti predelke in zunanje dimenzije, da se lepo zlagajo, kalup zagotavlja to enotnost.
2. Omogoča množično proizvodnjo. Ko je kalup narejen, je mogoče hitro in učinkovito proizvajati številne enake plastične zaboje za shranjevanje. To je veliko bolj praktično kot poskušati oblikovati vsak zaboj ročno, kar bi bilo zelo čas - uživanje in bi privedlo do številnih sprememb v izdelkih.
3. Kakovost končnega izdelka je mogoče bolje nadzorovati s kalupom. Kalup je lahko zasnovan tako, da ustvari zaboj s pravo debelino in močjo na potrebnih območjih, zaradi česar je zaboj bolj trpežen in primeren za predvideni namen.
KakoOblikovanjePlastični zaboji za shranjevanje?
Kako oblikovati plastični kalup za zaboj?
1. Analiza proizvodov
• Temeljito razumejte obliko, velikost in strukturne zahteve zaboja za shranjevanje. Razmislite o podrobnostih, kot so višina, dolžina, širina in vse posebnosti, kot so ročaji, predelki ali elementi zlaganja.
• Analizirajte zmogljivost obremenitve - ležaj in predvideno uporabo zaboja, da določite ustrezna debelina stene in ojačitve. Na primer, če naj bi zaboj držal težke predmete, bodo morda potrebne debelejše stene.
2. Naj se izbira
• Odločite se med dvema krožnikoma ali plesnilom s tremi ploščami. Dvojna plošča je preprostejša in se pogosteje uporablja za manj zapletene dele. Tri -krožnika je lahko boljši za dele s funkcijami, ki zahtevajo bolj zapleteno vrtanje, kot je večkratna kalupa za vdolbino za proizvodnjo visoke volumna.

3. KAVITI IN ODNOS
• Oblikujte votlino, da oblikujete zunanjo obliko zaboja in jedro, da oblikujete notranji del. Prepričajte se, da je na bočnih stenah dovolj osnutka kota (običajno 1 - 3), da omogočite enostavno izmet dela iz kalupa.
• Razmislite o lokaciji vseh vložkov ali funkcij, kot so šefi ali tečaji, in oblikujte votlino in jedro, da jih natančno sprejmejo.
4. GRANGING SISTEM
• Izberite ustrezen način gantinga. Za plastične zaboje za shranjevanje je mogoče upoštevati robnike ali vroče - tekač. Edge Gating je preprosta možnost, ki omogoča staljeno plastiko, da vstopi v votlino plesni z roba. Vroče - tekaški sistemi lahko zmanjšajo materialne odpadke in zagotavljajo boljši nadzor nad postopkom vbrizgavanja.
• Izračunajte velikost vrat glede na značilnosti volumna in pretoka plastičnega materiala, da zagotovite enakomerno polnjenje plesni votline.
5. Ohlajevalnik
• Oblikujte učinkovit hladilni sistem, da zmanjšate čas cikla. Hladilne kanale se običajno izvrtajo v plesni plošče v bližini votline in jedra. Postavitev kanalov mora biti takšna, da zagotavlja enakomerno hlajenje po delu, da se izognemo upogibanju.
• Razmislite o uporabi pregrad ali mehurčkov v hladilnih kanalih za učinkovitejše hlajenje območij z debelejšimi odseki.
6.Seation System
• Izberite ustrezen izmetni mehanizem, kot so zatiči iz izmeta, odstranjevalne plošče ali izmet zraka. Zatiči za izmetalce se običajno uporabljajo in jih je treba namestiti na območja, ki lahko zagotavljajo zadostno silo, da del potisnejo iz kalupa, ne da bi ga deformirali.
• Izračunajte silo izmete, ki je potrebna na podlagi geometrije dela in trenju med plastiko in površino plesni.
7. Moral je izbira materiala
• Izberite kalup, ki lahko prenese visoke tlake in temperature vbrizgavanja. Pogosto uporabljeni materiali vključujejo jekla orodja, kot sta P20 ali H13. Izbira je odvisna od dejavnikov, kot so volumen proizvodnje, vrsta plastike, ki se uporablja, in zahtevana površinska obdelava.
8.Toleranca in natančnost
• Nastavite ustrezne tolerance za dimenzije plesni votline in jedra, da zagotovite, da proizvedeni zaboj za shranjevanje ustreza potrebnim specifikacijam. Razmislite o dejavnikih, kot je krčenje plastičnega materiala med hlajenjem.
• Za dosego želene ravni natančnosti uporabite natančne tehnike obdelave in metode nadzora kakovosti med postopkom proizvodnje plesni.
Jekleni tip za plastični zaboj za zaboj

Ko gre za vrste jekla za plastične kalupe za shranjevanje, se običajno uporablja več možnosti:
1.P20 Jeklo
Značilnosti: Gre za predhodno utrjeno jeklo z dobro obdelovalnostjo. Ima razmeroma dobro ravnovesje trdote in žilavosti. Trdota se običajno giblje od 28 - 36 hrc.
Prednosti: Med vodnjakom oblikovanja lahko vzdrži pritiske vbrizgavanja. Primerno je za srednje - do - veliko količino proizvodnje plastičnih delov, kot so zaboji za shranjevanje. Površinski zaključek, dosežen s P20 jeklom, je lahko po pravilnem poliranju precej dober, kar je koristno za videz oblikovanih zabojev.
Omejitve: Za izjemno visoko proizvodnjo volumna ali pri uporabi zelo abrazivne plastike se lahko obrabi hitreje kot nekatere višje - jekla z zmogljivostmi.
2.H13 Jeklo
Značilnosti: H13 je vroče - delovno orodje jeklo. Ima odlično toplotno odpornost in zdrži visoke temperature, povezane s ponavljajočimi se plastičnimi cikli vbrizgavanja. Po toplotni obdelavi ima trdoto okoli 48 - 52 HRC.
Prednosti: Je zelo trpežna in lahko obvlada oblikovanje vbrizgavanja s tlakom. Zaradi tega je odlična izbira za velike velikosti ali zapletene kalupe za shranjevanje, kjer je kalup pod pomembnim stresom. Prav tako ima dobro odpornost na toplotno utrujenost, kar je pomembno za plesni, ki se neprestano uporabljajo.
Omejitve: Dražje je od jekla P20 in za dosego svojih optimalnih lastnosti potrebuje natančnejšo toplotno obdelavo.
3.718 jeklo
Značilnosti: 718 Jeklo je krom - nikelj - jeklo z zlitino molibdena. Ima visoko moč in dobro dimenzijsko stabilnost. Trdota je mogoče prilagoditi v skladu s posebnimi zahtevami s pravilno toplotno obdelavo.
Prednosti: Omogoča odlično poliranje, zato imajo oblikovani deli gladko in sijočo površino. Primerno je za oblikovanje plastičnih zabojev za shranjevanje, ki zahtevajo visoko kakovostni videz. Prav tako ima dobro odpornost proti obrabi in koroziji, kar pomaga podaljšati življenjsko dobo kalupa.
Omejitve: Podobno kot H13 je tudi relativno drago, proizvodni postopek pa je treba natančno nadzorovati, da se v celoti izkoristijo njegove lastnosti.
Kako dolgo traja plesen?
Življenjska doba plastične zaboje se lahko močno razlikuje glede na več dejavnikov.
Če je kalup izdelan iz visoko kakovostnega jekla, kot je H13 in je dobro - vzdrževan in se uporablja za relativno manj abrazivne plastike, lahko traja več sto tisoč do več kot milijon injekcijskih ciklov. Na primer, v proizvodnem objektu vodnjaka, kjer se kalup uporablja za proizvodnjo skupnih zabojev za shranjevanje iz polietilena ali polipropilena, in s pravilno nego, kot so redno čiščenje, mazanje in nadzor temperature, lahko kalup traja 500, {{{{{{{{{{{{{{{{ 5}} cikli ali več.
Če pa je kalup izdelan iz materiala nižjega razreda ali če se uporablja za oblikovanje plastike z abrazivnimi polnili ali če je podvržen nepravilnemu ravnanju (na primer nad tlakom - vbrizgavanje, slabo hlajenje, ki povzroča upogibanje ali premajhno izmet, ki vodi vodilno Če se med odstranitvijo odpravite na poškodbe), je lahko njegova življenjska doba veliko krajša. V ekstremnih primerih lahko plesen traja le nekaj tisoč ciklov, preden bi bila pomembna obraba, razpoka ali druge poškodbe neuporabna.
Paket &. Dostava

Komponente plesni
Plesni jeklo

Vroči tekaški sistem

Standardni deli

Kako shranjevati plastične kalupe?
1. Čiščenje pred shranjevanjem
Temeljito očistite kalup, da odstranite preostalo plastiko, umazanijo ali naplavine. Uporabite ustrezna čistilna sredstva, ki so primerna za material plesni. Na primer, za jeklene kalupe lahko uporabite blag detergent in mehko krtačo, da odstranite morebitne oprijemljive plastične delce.
Očistite tudi hladilne kanale. Izpijete jih s čistilno raztopino in jih nato popolnoma posušite, da preprečite rast rje ali plesni.
2. Uporabite zaščitni premaz
Na površine plesni nanesite rje - preventivno prevleko, še posebej, če je narejena iz kovine. Na voljo so različne komercialne rje - na voljo preventivna olja. Premažite celotno votlino, jedro in druge kovinske dele, da tvorijo zaščitno pregrado pred vlago in oksidacijo.
3. Za plesni s poliranimi površinami uporabite neresnično prevleko, da ohranite zaključek. To pomaga ohranjati površinsko kakovost plesni, kar je pomembno za kakovost kasnejših izdelkov za plastične zaboje.
Ustrezno okolje za shranjevanje
Shranite kalup v suhem, hladnem in dobro prezračenem območju. Izogibajte se shranjevanju na mestu z visoko vlažnostjo, saj lahko to privede do nastanka rje. Relativna raven vlažnosti pod 60% je na splošno idealna.
Kalup postavite na ravno stabilno površino ali na ustrezne regale za shranjevanje. Izogibajte se zlaganju težkih predmetov na vrhu plesni, da preprečite deformacijo. Če je mogoče, uporabite plesni - posebne shranjevalne stojala, ki podpirajo obliko kalupa in porazdelitev teže.
4.Label in zalog
Jasno označite kalup z informacijami, kot so številka dela, vrsto plastičnega zaboja, za katerega je zasnovan, in datum zadnje uporabe ali vzdrževanja. To pomaga pri enostavni identifikaciji in iskanju.
Vodite evidenco zalog vseh shranjenih kalupov, vključno z njihovo lokacijo za shranjevanje, stanjem in vsemi povezanimi dodatki ali rezervnimi deli.

Povratne informacije strank

Pogosta vprašanja
V: Katere dejavnike je treba upoštevati pri oblikovanju plesni?
O: Upoštevati je treba zahteve izdelka, kot so velikost, oblika, strukturna trdnost in metoda zastoja, pa tudi procesne dejavnike oblikovanja, kot so pretok materiala, hlajenje in odzračevanje. Tudi za celovito zasnovo so potrebni premisleki o stroških in učinkovitosti proizvodnje.
V: Kateri materiali se običajno uporabljajo za izdelavo plastičnih kalupov za zaboj?
O: Pogosto uporabljen material plesni je jeklo, kot so P20, 718H, H13, SKD61 itd. Ti materiali imajo dobro odpornost na obrabo, visoko trdoto in odlično toplotno stabilnost.
V: Kako zagotoviti kakovost materialov za plesni?
O: Izberite navadnega dobavitelja materiala in preverite potrdila o kakovosti materiala, kot so poročila o materialu in poročila o toplotni obdelavi. Izvedite inšpekcijske preglede na materialih, vključno s testi trdote in metalografsko analizo, da zagotovite, da izpolnjujejo zahteve za oblikovanje.
V: Kako natančnost obdelave kalupa vpliva na kakovost zaboja za shranjevanje plastike?
O: Natančnost obdelave neposredno vpliva na dimenzijsko natančnost, kakovost videza in zmogljivost montaže. Visoko natančna obdelava plesni lahko zagotovi natančno in dosledno velikost zaboja, z gladko površino in brez napak, kot so Burrs in Flash, ki izboljšuje kakovost in zmogljivost zaboja.
V: Kako zagotoviti natančnost obdelave kalupa?
O: Uporabite napredno opremo za predelavo in tehnike, kot so centri za obdelavo CNC in električna obdelava. Med postopkom obdelave strogo upoštevajte zahteve po oblikovanju in uporabite natančno merilno opremo za izvedbo odkrivanja in prilagajanja kritičnih dimenzij kalupa v realnem času.
V: Kaj je treba storiti, če se med postopkom oblikovanja injiciranja pojavijo linije zvara?
O: Rešitve je mogoče poiskati iz štirih vidikov: plesen, opremo, surovine in postopek. Za kalup ustrezno prilagodite temperaturo plesni, spremenite širino tekača, prerez in položaj vrat ter razširite odzračevalni kanal. Za opremo razširite cikel oblikovanja ali zamenjajte stroj z večjo plastično zmogljivostjo. Za surovine se prepričajte, da so suhe in se izogibajte dodajanju tekočih dodatkov, dodate pa lahko dodate ustrezna maziva ali stabilizatorje. Za postopek povečajte tlak in čas vbrizgavanja, prilagodite hitrost vbrizgavanja in zmanjšajte uporabo sredstev za sproščanje plesni.
V: Katere težave bo povzročilo slabo odzračevanje plesni med oblikovanjem injiciranja?
O: To bo povzročilo težave pri polnjenju taline, kar bo povzročilo nezadostno količino vbrizgavanja in nezmožnost zapolnitve votline. Visok tlak bo oblikovan tudi v votlini, ki bo omogočil, da plin vstopi v plastiko, kar povzroči kakovostne okvare, kot so praznine, pore, ohlapne strukture in srebrne črte, kar vpliva na mehanske lastnosti in kakovost videza plastičnega dela.





