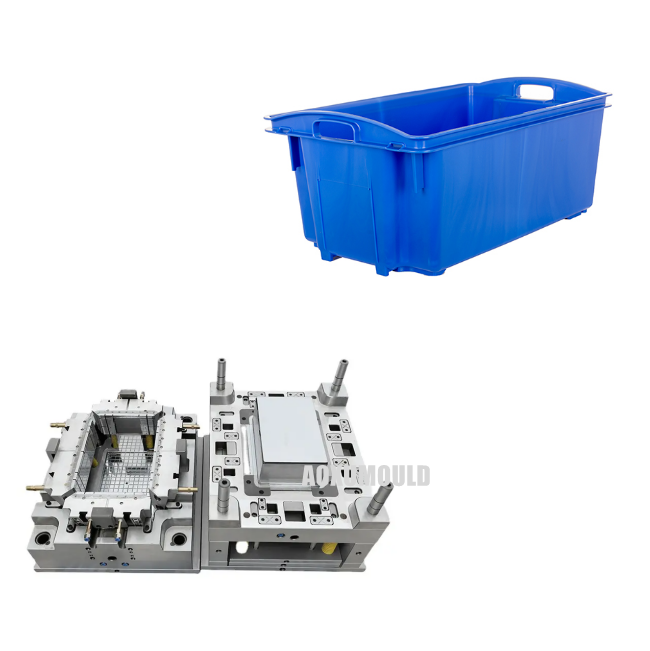




Specifikacije plesni
|
Ime plesni |
Plastični zaboj za ribe |
|
Material izdelka |
Hdpe |
|
Velikost izdelka |
711 x 438 x 313mm |
|
Teža izdelka |
3100grami |
|
Zmogljivost izdelka |
55 litrov |
|
Plesni material za votlino &. Jedro |
P20/718H/2738 |
|
Nos votline |
1 votlina |
|
Vbrizgavalni sistem |
Vroči tekač |
|
Primeren stroj za vbrizgavanje |
680T |
|
Velikost plesni |
1250x880x720mm |
|
Teža plesni |
6200kg |
|
Plesni življenjska doba |
več kot 500, 000 osebne računalnike |
|
Čas dostave |
45 dni |
Kako oblikovati plesen za ribe?

Pri oblikovanju vbrizgavanja plastičnih zabojev je treba upoštevati številne dejavnike, kot so struktura izdelka, značilnosti materiala, postopek oblikovanja in življenjsko dobo oblikovanja. Tu so ključni koraki in pomisleki:
1. Struktura izdelka in analiza oblikovanja plesni
Velikost in debelina stene: zaboji so običajno veliki (na primer zaboji za ribe, logistični zaboji, zaboji za shranjevanje), potrebno je zagotoviti, da je moči plesni votline zadostna, debelina stene je enakomerna (na splošno 2. {{1} mm), da se izognemo krčenju ali deformaciji.
Okrepilne palice in funkcionalna struktura: Pri oblikovanju ojačitvenih palic (debelina manj ali enaka 50% glavne debeline stene), zlaganje reže, ročaji itd., Je treba upoštevati naklon sproščanja (običajno 1-2) in težave z polnjenjem.
Izbira površine:
Ločitev vzdolž največjega profila zaboja, da se izognete povratni zaponki.
Linija ločitve je skrita, kolikor je mogoče, na površini, ki ni na voljo, (na primer dno ali rob škatle), da zmanjša vpliv bliskavice na videz.
2. zasnovo sistema gatinga
Vrsta vrat:
Stranska vrata: Primerna za majhne in srednje velike zaboje, nizki stroški, vendar jih je treba ročno odrezati vrata.
Latentna vrata: samodejno demoling, primerno za samodejno proizvodnjo.
Več točk vročega tekača: velike ribje škatle se običajno uporabljajo za skrajšanje časa polnjenja in zmanjšanje zvara (na primer simetrično lepljenje na štirih vogalih zaboja).
Ravnotežje pretoka: Simetrična postavitev se uporablja za zagotovitev, da se talina enakomerno napolni in se izogne izkrivljanju (kot je pretočni kanal v obliki črke H).
Hladno krmo: postavite na koncu glavnega toka, da prepreči, da bi hladna krma blokirala vrata.
3. Oblikovanje hladilnega sistema

Sledite obliki vodne poti: razporedite hladilne cevi vzdolž profila posode, zlasti za globoke votline in ojačana območja (kot so stranske stene in dno vsebnika).
Krmiljenje temperature cone: debelostenska območja (na primer koren ročaja) krepijo hlajenje, da preprečijo neenakomerno krčenje.
Izbira materiala: bakrena zlitina ali berilijev bakreni vložki za lokalno učinkovito hlajenje.
4. Sistem za izmenjavo in izmetalo
Postavitev zgornje palice:
Enakomerno porazdeljen na spodnjih in stranskih stenah škatle, da se izognete izmetni deformaciji.
Premer palice odmeta je večji ali enak φ5 mm (φ 8-12 mm za velike prometne polja), število pa se določi v skladu s predvidenim območjem.
Izmet s pomočjo plina: škatla za promet globoke votline je lahko opremljena z pomožnim izlivom zračnega ventila.
Naklon sproščanja: Notranji naklon, večji od ali enak 1 stopinj, zunanji naklon stene 0. 5-1 stopnja (pp/hdpe gradivo).
5. zasnova izpušnih sistemov
Izpušni žleb: Nastavite v razsodno površino, luknjo za izmetalnik in vstavite vrzel, globina 0. 02-0. 04mm (pp gradivo).
Vakuumsko odzračevanje: Odzračeno jekleno ali odzračeno jekleno vložki so na voljo za območja globoke votline.
6. Struktura plesni in izbira materiala
Kalupni material: predhodno jeklo (na primer P20/718H), debelina predloge, večja od ali enaka 300 mm (velik kalup).
Votlina/jedro: material z visoko trdoto (npr. S136, NAK8 0), površinsko polirano na ra0,2 μm ali manj.
Vodnik in zaklepanje plesni: dodajte stolpec za stolpce in nagnjen vodnik, da zagotovite natančnost zapiranja plesni.
7. test in optimizacija
Parametri procesa: vbrizgavanje korakov (najprej počasno in nato hitro), dolgotrajni čas zadrževanja tlaka (kompenzacija za krčenje).
Reševanje problemov:
Krčenje: povečajte tlak zadrževanja ali prilagodite položaj vrat.
Zvarne: optimizirajte število vrat ali povišajte temperaturo taline.
Deformacija: nastavite hladilno vodno pot ali dodajte podporni stolpec.
Kakšno jeklo za plastični kalup rib?
Izbira jekla za plastični kalup za zaboj rib bi morala izčrpno upoštevati dejavnike, kot so življenjska doba plesni, zmogljivost obdelave, korozijska odpornost, zahteve za poliranje in stroški. Sledi povzetek pogosto uporabljenih jekel in njihovih scenarijev uporabe:

1. predhodno utrjeno jeklo (predhodno utrjeno jeklo)
- Tipične ocene: P20 (3CR2MO), 718H (spremenjeno P20), NAK80 (Tatsu, Japonska)
- Značilnosti:
-P20: trdota HRC 30-35, enostavna obdelava, nizki stroški, primerni za majhno in srednje veliko paketno proizvodnjo.
-718 h: višja trdota (hrc 35-40), boljši upornost in žilavost obrabe kot P20, primerna za zapletene strukture ali visoke življenjske zahteve.
-Nak80: predhodno stanje (hrc 37-43), odlična zmogljivost zrcalnega poliranja, primerna za potrebe po visoki površini (na primer prozorne ribje škatle).
-Scenarij uporabe: navadna plastična ribja škatla (pp/PE material), brez dodatne toplotne obdelave, primerna za majhne in srednje velike plesni.
2. nerjavno jeklo, odporno proti koroziji
- Tipična ocena: 420 (4CR13), S136 (ASSAB), HPM38 (Hitachi)
- Značilnosti:
- 420: Dobra korozijska upornost, trdota HRC 48-52 (potrebna je toplotna obdelava), primerna za vlažna ali slana okolja (na primer vodne obdelave).
- S136: nerjavno jeklo z visoko čistostjo, odlična korozijska odpornost, odlična poliranje, primerne za dolgoročni stik z vodnimi kalupi.
- Scenarij uporabe: plesen za zaboj za ribe z visoko vlažnostjo, stikom z morsko vodo ali pogosto čiščenje.
3. Jeklo vročega dela z visoko obrabo
- Tipična ocena: H13 (4CR5MOSIV1)
- Značilnosti:
- visoka temperaturna odpornost (nad 500 stopinj), odlična odpornost na obrabo, primerna za oblikovanje visoke hitrosti ali pogoste kalupe za ogrevanje/hlajenje.
- Potrebujete toplotno obdelavo (trdota hrc 45-50), visoki stroški.
- Scenarij uporabe: množična proizvodnja ali vsebuje plastika, ojačana s steklenimi vlakninami (na primer ojačana PP ribja škatla).
4. ekonomsko ogljikovo jeklo
- Tipična ocena: 45# jeklo, S50C
- Značilnosti:
-Docest stroški, vendar slaba odpornost na obrabo in korozijo, ki zahteva površinsko obdelavo (na primer kromirano obdelavo, nitriranje).
- Primerno za proizvodnjo male paketne preskuse ali nizko natančnost.
- Veljavni scenariji: začasni kalupi ali nizkoproračunski scenariji.
Predlogi za izbiro materiala
1. Navadna ribja škatla (PP/PE, majhna in srednja serija): prednostna je P20 ali 718H, ob upoštevanju stroškov in življenja.
2. Visoka odpornost proti koroziji: izberite 420 ali S136 nerjaveče jeklo, da se ne bi izognili rje, ki vpliva na življenjsko dobo kalupa.
3. Visoka površinska zaključek: NAK80 ali S136, da se zagotovi, da je videz ribje škatle brezhiben.
4. Velika proizvodnja serije: H13 ali jeklo z visoko trdoto (kot je D2), izboljšajo odpornost proti obrabi.
5. Neprimerna preskušanja: 45# jeklena površinska obdelava.
- Oblikovanje hladilnega sistema: Jeklena toplotna prevodnost vpliva na učinkovitost vbrizgavanja, vložki H13 in bakrene zlitine optimizirajo hlajenje.
-Inge velikosti: Kalupi velike velikosti morajo izbrati jeklo z dobro utrjenostjo (na primer 718h), da se izognete deformaciji toplotne obdelave.
-Prevodiranje tehnologije: predhodno jeklo je mogoče obdelati neposredno, drugo jeklo pa je treba rezervirati dodatek za toplotno obdelavo.
Priporočljivo je izvajati poglobljeno komunikacijo z dobavitelji plesni glede na dejanske potrebe po proizvodnji (izhod, vrsta plastike, okoljske razmere) in po potrebi izvesti testiranje zmogljivosti jekla.
KakoTo EnsureTonPlesen z dolgo življenjsko dobo?
Za zagotovitev življenjske dobe injekcijske plesni je treba izvesti celovito upravljanje iz oblikovanja, proizvodnje, uporabe, vzdrževanja in drugih povezav. Tu je nekaj ključnih ukrepov:
1. izbira materiala za plesni
- visokokakovostno jeklo matrice: Izberite jeklo z matrico z visoko odpornostjo na obrabo, visoko žilavostjo in korozijsko odpornostjo glede na zahteve izdelka (kot so H13, S136, NAK80, P20 itd.).
- Ujemanje materiala: Glede na značilnosti materialov za vbrizgavanje (na primer plastične kalupe, ki vsebujejo steklena vlakna, ki jih je enostavno nositi), izberite plesni jeklo z večjo trdoto ali boljšo površinsko obdelavo.
2. razumna zasnova plesni
- Strukturna optimizacija: izogibajte se ostrim vogalom ali tankim zasnovi stene, da zmanjšate koncentracijo napetosti; Racionalna zasnova naklona za zmanjšanje upornosti.
- Hladilni sistem: enakomerna postavitev hladilnega kanala, da se izognete lokalnemu pregrevanju, kar ima za posledico toplotno utrujenost ali deformacijo.
- pretočni kanal in izpušni obliki: Zmanjšajte pretočno odpornost staljene plastike, nastavite izpušno rezervoar razumno, da se izognete ujetemu plinu ali gorenju.
- Ločitvena površina in natančnost ujemanja: zagotoviti, da je površina ločitve gladka, plesni, nabrežja in drugi deli koordinacijske vrzeli so razumni, zmanjšajo obrabo.
3. Proces izdelave natančnosti
- Postopek obdelave toplote: z gašenjem, kaljenjem in drugimi procesi za izboljšanje trdote in žilavosti plesni.
-Surface Zdravljenje: Nitridiranje, kromiranje, PVD prevleka (kot so kositer, tialn) in druge tehnologije za povečanje površinske trdote in korozijske odpornosti.
- Natančnost obdelave: Zagotovite dimenzijsko natančnost in zaključek delcev (na primer zrcalno poliranje), zmanjšajte trenje in plesni nalepite tveganje.
4. standardno delovanje
- Optimizacija parametrov vbrizgavanja vbrizgavanja:
- Nadzor temperature: Temperaturo jeklenke in temperaturo plesni razumno nastavite, da se prepreči toplotni stres, ki ga povzroča previsok ali prenizko.
- Tlak in hitrost: Zmanjšajte tlak in hitrost vbrizgavanja, da zmanjšate udarno obremenitev plesni.
-Preniranje in hlajenje pritiska: čas zadrževanja tlaka nastavite razumno, da se izognete prelivanju; Pred odpiranjem kalupa zagotovite zadostno hlajenje.
-Odvoid preobremenitev: Proizvodnja preobremenitve je prepovedana (na primer preseganje meje vpenjalne sile ali prostornine vbrizgavanja).

5. Redno vzdrževanje in vzdrževanje
- Čiščenje in preprečevanje rje:
- Po vsaki proizvodnji očistite preostalo plastiko in olje, da se izognete koroziji.
-Med dolgotrajno zlorabo nanesite olje proti rjavemu olju in hranite zaprto.
- Upravljanje mazanja: redno dodajajte visoko temperaturno maščobo gibljivim delom, kot so Thimble, Slide in Guide Post.
- Preverite in popravite:
- Redno preverjajte obrabo površine plesni, razpoke ali rje, pravočasno popravite majhne poškodbe.
- Zamenjava ali prenova močno obrabljenih delov, kot so Thimbles in vložki.
6. Nadzor proizvodnega okolja
- Obvladovanje temperature in vlažnosti: Izogibajte se rji plesni v vlažnem okolju.
- Čiste surovine: Prepričajte se, da so plastične surovine brez nečistoč (na primer kovinski delci, prah), da preprečite praskanje plesni.
- Specifikacije obratovanja: Operaterji vlakov, da pravilno uporabljajo kalupe, da se izognejo nasilnemu demoltanju ali trčenju.
7. Spremljanje plesni in upravljanje življenja
- Število zapisov o uporabi: statistični časi oblikovanja plesni, napovedujte življenjski cikel.
- Redni pregled: za zaznavanje notranjih razpok ali utrujenosti uporabite ultrazvočni, mikroskop in druga orodja.
-Proda upravljanje delov: vnaprej pripravite nočne dele (na primer vložki, timble), da skrajšate izpad vzdrževanja.
8. Ukvarjajte se s posebnimi situacijami
- Zelo korozivni materiali: uporabite korozijsko odporno jeklo (na primer S316) ali dodajte površinsko prevleko.
- Material z visokimi steklenimi vlakninami: uporaba jekla z večjo trdoto in okrepitev površinske obdelave (kot je trda prevleka).
Jedro podaljševanja življenjske dobe injekcijskih kalupov je:
✅ visoko kakovostno gradivo + znanstveni dizajn
✅Presnična proizvodnja + standardna uporaba
✅regularno vzdrževanje + preventivno upravljanje
S sistematičnim upravljanjem življenjskega cikla se lahko življenjsko dobo plesni bistveno izboljša in proizvodni stroški zmanjšajo.
Komponente plesni
Plesni jeklo

Vroči tekaški sistem

Standardni deli

KakoTo CkopicaA SuatibleINONCTIONMstarostMAchineFaliTonZaboj za ribe MouLd?

Za izbiro pravega injekcijskega stroja za kalup za zaboj zahteva obsežno oceno velikosti plesni, materialov izdelka, učinkovitosti proizvodnje in zmogljivosti opreme. Tu so ključni koraki in kako izbrati parametre:
1. izračun jedrnih parametrov
(1) Vpenjalna sila
Sila za zaklepanje plesni je glavni parameter izbire stroja za vbrizgavanje, ki mora prekriti tlak taline na površini preklopa plesni:
Vpenjalna sila (tone)=projicirano območje (cm²) \ krat materialni tlak (MPA) \ div 1000 \]
- Projektirano območje: največje horizontalno projicirano območje (dolžina × širina) prometne škatle + območje sistema zalivanja.
-Materialni tlak: Glede na izbiro materiala (PP/HDPE običajno traja 30-50 MPA, globoka votlina ali tanka stena ima zgornjo mejo).
Primeri:
Velikost zaboja je 500 × 400 mm, površina sistema za nalivanje pa približno 10%
Projicirano območje=(50cm × 40cm) × 1. 1=2200 cm²
Vpenjalna sila=2200 × 50/1000=110 tone (mora izbrati večje ali enake 120 ton modelov)
(2) Teža streljanja
Teoretični vbrizgavalni prostornina strojnega stroja za vbrizgavanje mora pokriti skupno težo "izdelka + tekač": prostornina vbrizgavanja (g), večja ali enaka teži izdelka \ krat 1,5 \
Gostota materiala: PP About {{0}}. 91G/cm³, hdpe približno 0,95G/cm³.
- Varnostni faktor: na splošno 1. 5-2. 0, da se izognete prostornini vbrizgavanja več kot 80% zmogljivosti stroja.
Primeri:
Prometna škatla neto teža 1500g, tekaška teža 200g, skupna teža 1700g
Teoretični prostornina vbrizgavanja, večja ali enaka 1700 × 1.
(3) Premer vijaka in poteza
- Premer vijaka: Vpliv na hitrost in tlak plastike, vijak velikega premera je primeren za izdelke z debelimi stenami (prometna škatla, ki se običajno uporablja φ 60-90 mm).
- Vbrizgavalni mož: Če želite izpolniti količino polnjenja taline, poteza večjo ali enako 4 -krat večji debelini izdelka (škatla za promet globoke votline potrebuje daljši udar).
2. Ujemanje plesni in opreme
(1) Velikost predloge in modul
- Velikost predloge: Vbrizgavanje predloge za oblikovanje mora biti sposoben namestiti kalup (dolžina × širina manjša ali enaka velikosti predloge).
- Debelina plesni: Višina zapiranja plesni mora biti znotraj najmanjšega - največjega območja debeline plesni naprave za vbrizgavanje.
Tipična velikost kalupa za promet:
Zahteve predloge: 800 × 600 mm (majhno) do 1500 × 1200 mm (velike)
Debelina plesni: 400-800 mm (treba se ujemati s prostorom kalupa naprave za oblikovanje vbrizgavanja)
(2) Prostor za odpiranje in odpiranje plesni
- Udarna poteza kalupa: mora biti večja od višine prometnega polja × 2 + varnostna razdalja (50-100 mm).
Na primer: višina polja prometa 300 mm → odpiranje poteza, večji ali enak 300 × 2 + 50=650 mm.
- Izmet: Prepričajte se, da lahko palica izterja v celoti izrine izdelek (škatla za promet globoke votline mora biti večja ali enaka 100 mm).
3. Drugi ključni dejavniki
(1) Lastnosti materiala ustrezajo
-Barrel Temperatura: PP Temperatura obdelave je približno 200-280 stopnja, HDPE je približno 180-260 stopnja, potrebna je zagotoviti natančnost nadzora temperature vbrizgavanja.
- Razmerje stiskanja vijaka: PP/HDPE Priporočeno kompresijsko razmerje 2. 5-3. 0 (Univerzalni vijak je lahko).
(2) Optimizacija proizvodnega cikla
- Hitrost vbrizgavanja: Velike škatle za promet potrebujejo visoko hitrost vbrizgavanja (večjo ali enaka 80% polne hitrosti požara), da zmanjša čas polnjenja.
-Zahteve za varčevanje z energijo: servo motorni ali vsestranski vbrizgavalni stroj lahko zmanjša porabo energije (primerna za množično proizvodnjo).
(3) Posebne funkcionalne zahteve
- Večstopenjska injekcija: Podporna segmentirana nadzor nad polnjenjem in zadrževanjem tlaka za izboljšanje krčenja na debelih stenskih območjih.
-Funkcija vlečenja: Če ima škatla za promet stranske luknje ali vzvratno zaponko, izberite model s hidravličnim valjem.
4. postopek izbire
A. Izračunajte silo zaklepanja načina in prostornino vbrizgavanja (pregledovanje jedrnih parametrov).
B. Preverite velikost namestitve plesni (predloga, debelina plesni, kalup).
C. Ujemajoče se zahteve glede procesa materiala (temperatura sode, vrsta vijaka).
E. Vrednotenje dodatnih funkcij (vmesnik za avtomatizacijo, konfiguracija varčevanja z energijo).
F. Blagovna znamka in stabilnost opreme za preverjanje (Haitian, Zhenxiong, Engel in druge blagovne znamke Razlika v ceni).
5. Tipično priporočilo modela (kot primer vzemite polje za promet PP)
| Velikost polja za promet|Force zaklepanje plesni|Količina vbrizgavanja|Priporočen model |
| 300 × 200 × 150 mm|60-80 tone|800-1200 g|Haitijski MA1600/II |
| 500 × 400 × 300 mm|120-150 tone|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400mm|300-400 tone|6000-8000 g|Engel Victory 370 |
- Dejansko preverjanje preskusnega načina: Po teoretičnem izračunu je treba parametre prilagoditi s preskusnim načinom (na primer zmanjšanje sile vpenjanja je mogoče doseči z optimizacijo zasnove vrat).
- Rezerviran prostor za nadgradnjo: izberite nekoliko večje modele, da se prilagodite prihodnjim spremembam plesni.
- Stroški porabe in vzdrževanja energije: Popoln stroj za vbrizgavanje motorja ima visoko natančnost, vendar drago ceno, hidravlični tisk je stroškovno učinkovitejši.
Z zgornjo metodo lahko zagotovi učinkovito ujemanje stroja za oblikovanje injiciranja in kalupa za promet, hkrati pa upošteva učinkovitost proizvodnje in nadzor stroškov.
Paket &. Dostava

Povratne informacije strank






