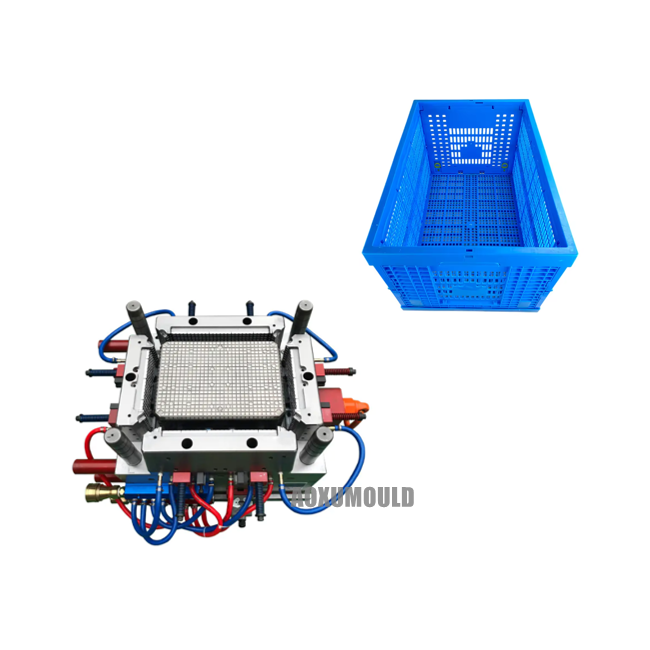



Specifikacije plesni
|
Ime plesni |
Logistična škatla |
|
Zaboj |
HDPE/PP, plastika |
|
Velikost zabojev |
600x400x230mm |
| Teža zaboj |
2,3kg |
|
Plesni material za votlino &. Jedro |
P20, 718, 2738 |
|
Nos votline |
1 votlina |
|
Vbrizgavalni sistem |
Kitajska blagovna znamka vroča tekač |
|
Primeren stroj za vbrizgavanje |
450T |
|
Velikost plesni |
980x800x480mm |
|
Plesni življenjska doba |
Več kot 500.000 psov |
KajAoferiTonFjestiPladicLogistikaBvol?

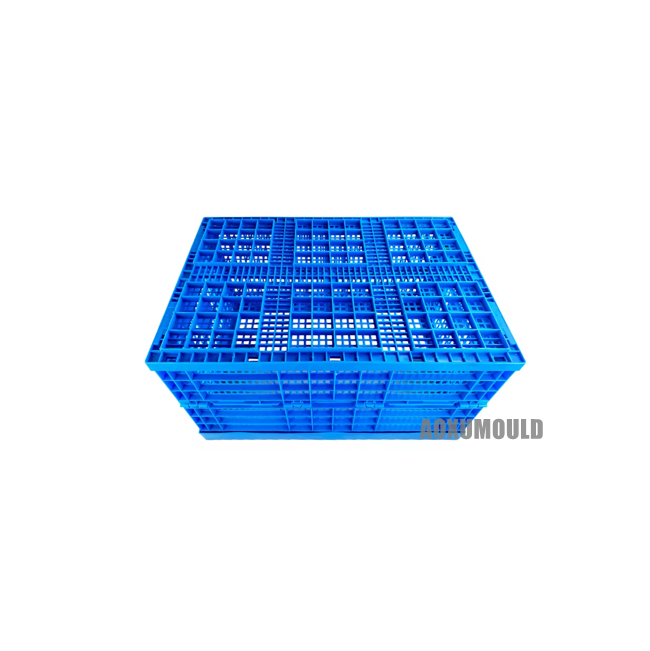
Privlačna in trpežna: Izdelki iz plastične logistične škatle izdelujejo enkratno injekcijsko oblikovanje polietilena z nizkotlačno visoko gostoto (HDPE) (PP), z dobrim sijajem, dobrim občutkom rok in dolgo življenjsko dobo. Privlačna, lahka, proti zdrs, odpornost na udarce, hladno odporna, toplotno odporna, obrabna, odporna na tlačno odpornost, korozijsko odporna, kislinsko odporna in alkalno odporna, dihajoča in neprepustna.
Razumna zasnova strukture: Izdelek ima dobro oblikovano strukturo z visoko trdnostjo. Zmogljivost obremenitve škatle za prenos zmogljivosti 1L je znotraj 1-100kg. Ko se prosto spusti z višine 1,5 metra, se ne deformira ali močno razpoka.
Okoljska varstvo in varčevanje z energijo: Plastične logistične škatle so okolju prijaznejše in energetsko učinkovite. Narejene so s postopkom oblikovanja vbrizgavanja in so bolj trdne in trpežne. Plastične logistične škatle imajo prednosti, kot so proti staranju in proti prelomu, pa tudi visoka trdnost ležajev ter sposobnost raztezanja in stiskanja.
Široka uporabnost: Plastične logistične škatle so primerne za prevoz, distribucijo, shranjevanje in cirkulacijo v tovarniški logistiki. Njihova razumna zasnova in odlična kakovost omogočata, da se v tovarni logistiki uporabljajo za prevoz, distribucijo, shranjevanje in cirkulacijo.
Sklad: Plastične logistične škatle lahko zložite skupaj, kar ne samo prihrani prostor, ampak tudi zmanjšuje logistične stroške.
Recikliranje: zavržene logistične polja je mogoče obdelati in ponovno uporabiti, ne da bi povzročili onesnaževanje okolja ali zapravljanje virov.
Modeli za izdelek &. Plesen

KajAoprTonMetodiFali TcestoTonLoad-BujemanjeCApacity ofPladicLogistikaBvol?
Metoda pregleda videza: preverite, ali je videz plastične škatle nedotaknjen in ali obstajajo očitne škode, razpoke ali deformacije.
Merjenje dimenzij: Izmerite dolžino, širino in višino plastične škatle, da zagotovite, da izpolnjuje potrebe po oblikovanju in potrebe po uporabi.
Pregled površinske ravni: z orodjem za merjenje ravne pločevinke preverite površinsko ploščo plastične škatle, da preprečite poškodbe vsebine.
Metoda fizične zmogljivosti: uporabite mehansko opremo za testiranje, da ocenite lastnosti trdnosti plastičnih škatel, kot so tlačna trdnost, natezna trdnost in odpornost na udarce.
Preskus vremenskih vplivov: Z izpostavljanjem plastične škatle različnim okoljskim razmeram je mogoče oceniti vremensko odpornost plastike in s tem napovedati njegovo življenjsko dobo in delovanje pri dejanski uporabi.
Preskus nosilne zmogljivosti: Z nanosom določene obremenitve na plastično škatlo se oceni njegova nosilnost, da se zagotovi varno prevoz blaga.
Metoda testiranja sestave materiala: Uporabite metode ali instrumente kemijske analize, da prepoznate vrsto in sestavo materialov, ki se uporabljajo v plastičnih škatlah.
Preizkus topnih snovi: Z potopitvijo vzorca plastične škatle je vsebnost topnih snovi v njej odkrita, da oceni njeno varnost in prijaznost do okolja.
KajAoprTonDetailedRenakovrediFaliTonPRocesing ofPladicLOgističniBvolPlesen?

Zahteve za materiale za plesen: Vsi okvirji plesni so enakomerno izbrani kot plesni Longji; Kalupi z velikostjo 230 ali več so enakomerno opremljeni s štirimi sklopi vodnikov igelnih plošč. Jedro je strogo izdelano v skladu z materialnimi zahtevami, navedenimi v tabeli za oblikovanje družbe. Vsi vstavni deli v sprednji in zadnji kalupi so enakomerno izdelani iz 2083 ugaljenega materiala ali švedskega s136 ugasnjenega materiala. Vsi vložki v sprednji in zadnji kalupi so izdelani iz materiala Longji Nak80. Vsi zatiči, vložki, šefi in ravni vrhovi kalupov so enakomerno narejeni iz materiala SKD61. Za oblikovanje vbrizgavanja z več kot 500.000 kosov, zatiči, vložki, šefi in ravnimi vrhovi so enakomerno narejene iz materiala SKD51.
Zahteve za obdelavo plesni: Vsi vložki, vložki in deli jedra sprednjega kalupa morajo biti obdelani s počasnim rezanjem žic. Zrcalna površina sprednjega kalupa mora biti enakomerno obdelana z rezanjem zrcalne površine, da se zagotovi plodnost videza izdelka. Vsi kalupi, pretočni kanali in prehodi morajo biti enakomerno polirani. Za zadnje jedro plesni, vložke, zamaške in tiste s premerom manj kot 3,0, vse obdelujejo s počasnim rezanjem žice. Ravne vrhove se obdelujejo s počasnim rezanjem žic. Potapljaška pristanišča se enakomerno obdelujejo z rezanjem iskrice in polirajo na 1200# brusni papir ali polirani.
Zahteve za strukturo plesni: Za zadnji kalup izdelka morajo biti vsi stolpci enakomerno povezani z palicami; Za sprednji kalup morajo biti vsi stolpci enakomerno opremljeni z zatiči. Vse luknje morajo biti enakomerno v obliki vložkov. Vsa rebra in kosti, višje od 15 mm, morajo biti v obliki vložkov.
Zahteve za videz plesni: površina mora biti zrcalna. Polirati ga je treba s 1500# in nad brusnim papirjem, nato pa ga prevleče z zaščitnim filmom. Površina bi morala imeti fine črte, ko je polirana. Polirati ga je treba s 1200# brusnim papirjem. Površina mora imeti grobe črte. Polirati ga je treba z 1000# brusni papir. Stranka mora biti površina običajnega gladkega zaključka. Polirati ga je treba z 1200# brusnim papirjem, da se zagotovi enakomerni učinek poliranja. V primeru nobenih zahtev za zadnji kalup ga je treba polirati z 800# brusnim papirjem.
Zahteve za trdnost plesni: Za plesni z močjo 400 ali več je treba kalup okvir narediti v blok obliki za stran, dno in zgornji del (blok material je P20). Rod jedra plesni do roba izdelka ne sme biti manjši od 35 mm. Za kalupe z močjo pod 350 rob jedra plesni do roba kalupa ne sme biti manjši od 60 mm. Za kalupe z močjo nad 350 rob jedra plesni do roba kalupa ne sme biti manjši od 75 mm.
Zahteve za proizvodnjo plesni: plesni ne smete obdelati z uporabo nobenih sekundarnih metod obdelave z orodji. Vbrizgavanje plesni: Za izdelek, ki tehta 200 gramov, je cikel V40S; Za izdelek, ki tehta 200 gramov, je cikel V50s. Kalup ne sme zahtevati večjih popravil (omejenih na 3 vzdrževalne dni), ko je cikel injiciranja manjši od 100.000 -krat. Med proizvodnjo plesni mora biti stopnja kvalifikacije izdelka nad 93%, stopnja kvalifikacije za dvobarvno plesni pa mora biti nad 80%.
Zahteve za oblikovane izdelke: Oblikovani izdelki morajo biti enkratno oblikovani kvalificirani izdelki in dodatna obdelava ni dovoljena (razen za obdelavo, potrebno za ustrezne posebne strukture). Kvalificirani oblikovani izdelek je opredeljen kot: njen videz ustreza standardom sprejemanja Chuanyuana, dimenzijska toleranca izpolnjuje zahteve risbe, materiali so v skladu z zahtevami in so v skladu z ustreznimi zakoni in predpisi, moč izdelka pa izpolnjuje ustrezne teste.
Plesen preizkus plastike lOgističniBvol
Zakaj izbrati nas
Potrdilo o kakovosti: Zagotovite, da imajo dobavitelji ustrezna potrdila o kakovosti, kot je ISO13485 itd. Ta potrdila kažejo, da dobavitelji izpolnjujejo mednarodne standarde in so sposobni zagotoviti kakovostne kalupe, ki ustrezajo zahtevam industrije medicinske opreme.
Izkušnje in strokovno znanje: Izberite dobavitelje, ki imajo bogate izkušnje in strokovno znanje. Poglobljeno razumejo oblikovanje, izdelavo in uporabo kalupov medicinske opreme in vam lahko nudijo strokovne nasvete in rešitve.
Tehnična sposobnost: Ocenite tehnične zmogljivosti dobaviteljev, vključno z njihovimi tehničnimi nivoji pri oblikovanju, obdelavi in izboljšanju plesni. Odlične tehnične zmogljivosti lahko zagotovijo natančnost in stabilnost kalupov, s čimer zagotavljajo kakovost izdelka.
Služba za stranke: Služba za stranke, ki jo ponuja dobavitelj, je tudi pomemben dejavnik pri izbiri. Morali bi se takoj odzvati na vaše potrebe in ponuditi odlične storitve po prodaji, vključno z vzdrževanjem, popravilom in tehnično podporo itd.
Stroškovno učinkovitost: Čeprav sta kakovost in storitev izrednega pomena, so stroški tudi dejavnik, ki ga je treba upoštevati. Izberite dobavitelje z razumnimi cenami in konkurenčnimi ponudbami, da zagotovite nadzorovanje stroškov proizvodnje.
Skladnost in sledljivost: Zagotovite, da izdelki dobaviteljev upoštevajo ustrezne predpise in standarde ter lahko zagotovijo popolno sledljivost izdelkov za reševanje potencialnih vprašanj kakovosti in regulativnih pregledov.
Čas dostave: Upoštevajte čas dostave dobavitelja. Pravočasna dobava lahko zagotovi, da vaš proizvodni načrt ne vpliva in da je mogoče takoj povpraševanje na trgu.
Oprema in spretnosti delavcev: Pri izbiri tovarne proizvodnje plastičnih kalupov je priporočljivo izbrati eno z razmeroma dobro opremo in usposobljenimi delavci. Proizvodnja plastičnih plesni je obsežna naložba, zato so zahteve glede kakovosti izjemno stroge. Če oprema in spretnosti delavcev v tovarni plastičnih plesni ne bodo standardni, bo na kakovost kalupov in izdelkov močno vplivala.
Lestvica in čas dostave: Izberite plastično tovarno proizvodnje plesni z razmeroma velikim obsegom. Nekatere majhne delavnice imajo več ljudi, ki obravnavajo različne naloge, zaradi česar so težko biti profesionalni. Posledično lahko pride do težav z dobavo. Tovarne večjega obsega imajo zanesljivejše dobavne roke.
Obdobje ustanavljanja in tehnološka zrelost: odvisno je od obdobja vzpostavitve tovarni izdelka iz plastične plesni. Za novo ustanovljena podjetja je zaradi nezrele tehnologije za obdelavo plesni težko izpolnjevati visoke zahteve strank v smislu natančnosti obdelave plesni.





