



Specifikacije plesni
|
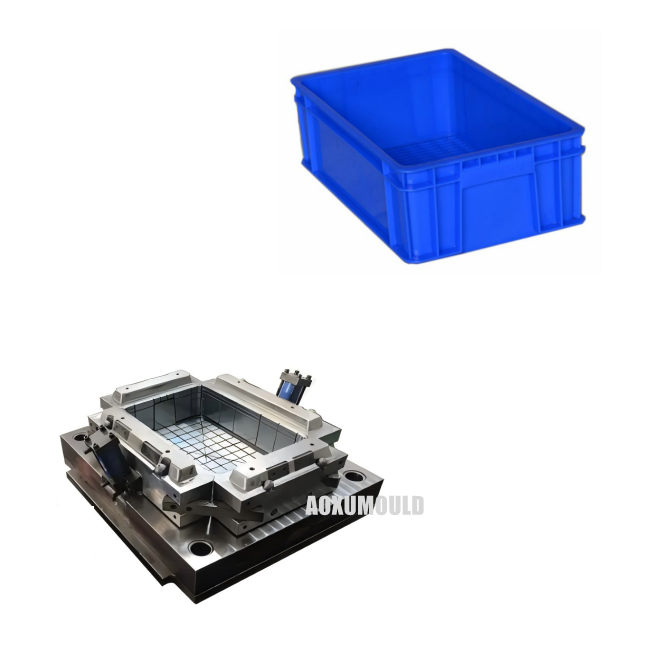
Ime plesni |
Kalup za industrijske zaboje |
|
Material izdelka |
HDPE/PP |
|
Velikost izdelka |
400x300x200 mm |
|
Kalupni material za votline &. Jedro |
P20/718/H13 |
|
NO votline |
1 votlina |
|
Sistem za vbrizgavanje |
Vroči tekač |
|
Ustrezen stroj za brizganje |
450T |
|
Velikost kalupa |
850x7280x550 mm |
|
Teža plesni |
2600KG |
|
Življenjska doba plesni |
več kot 500,000kos |
|
Čas dostave |
55 dni |
Kaj so plastični industrijski zaboji?

Plastični industrijski zaboj je vrsta posode iz plastičnih materialov, ki je zasnovana za uporabo v industrijskih okoljih.
1. Značilnosti:
- Vzdržljiv: izdelan je tako, da prenese težke razmere v industrijskih okoljih, kot je odporen na udarce, odrgnine in kemikalije. Ta vzdržljivost zagotavlja, da lahko prenese velike obremenitve in pogosto uporabo, ne da bi se zlahka zlomil ali deformiral.
- Zlaganje: Plastični industrijski zaboji so pogosto zasnovani tako, da jih je mogoče zlagati, kar omogoča učinkovito shranjevanje in transport. Prazne ali napolnjene jih je mogoče zložiti eno na drugo, kar poveča navpični prostor v skladiščih ali med pošiljanjem.
- Za večkratno uporabo: za večkratno uporabo, zmanjšujejo količino odpadkov in zagotavljajo stroškovno učinkovito rešitev za prevoz in dolgoročno shranjevanje blaga.
2.Uporabe:
-Skladiščenje: Uporabljajo se za shranjevanje široke palete industrijskih izdelkov, vključno z deli, orodji in surovinami. Zaradi enotne velikosti in oblike jih je enostavno organizirati na policah ali v stojalih za shranjevanje.
-Transport: Uporabljajo se za prevoz blaga znotraj tovarne ali med različnimi lokacijami. Preprosto jih je mogoče premikati z viličarji, paletnimi dvigalkami ali tekočimi sistemi, kar olajša pretok materialov v dobavni verigi.
Kaj's Velikost plastičnih industrijskih zabojev?
Plastični industrijski zaboji so na voljo v številnih velikostih.
Običajni zaboji majhne velikosti imajo lahko zunanje mere okoli 30 - 40 centimetrov v dolžino, 20 - 30 centimetrov v širino in 15 - 20 centimetrov v višino. Primerni so za shranjevanje manjših delov ali orodja.
Srednje veliki zaboji so lahko približno 40 - 60 centimetrov v dolžino, 30 - 40 centimetrov v širino in 20 - 30 centimetrov v višino in se pogosto uporabljajo za predmete, kot so srednje velike strojne komponente.
Veliki plastični industrijski zaboji so lahko dolgi 60 - 120 centimetrov ali več, široki 40 - 80 centimetrov in visoki 30 - 60 centimetrov. Lahko sprejmejo velike predmete, kot so veliki deli industrijske opreme ali velike količine manjših predmetov.
Pomembno je vedeti, da so to le splošni razponi in da je dejanska velikost odvisna od posebnih zahtev industrije in predmetov, ki jih je treba shraniti ali prevažati.
Kako narediti kakovosten industrijski kalup za brizganje zabojev?

Tukaj so koraki za izdelavo visokokakovostnega industrijskega kalupa za brizganje zabojev:
1. Oblikovanje
• Razumevanje zahtev: temeljito analizirajte zasnovo industrijskega zaboja, vključno z njegovo velikostjo, obliko, nosilnostjo in morebitnimi posebnimi značilnostmi, kot so ušesa za zlaganje ali drenažne luknje. Upoštevajte vrsto plastike, ki jo boste uporabili, in njene značilnosti, kot je stopnja krčenja.
• 3D modeliranje: uporabite napredno programsko opremo CAD (računalniško podprto načrtovanje) za ustvarjanje podrobnega 3D modela kalupa. To pomaga pri vizualizaciji strukture kalupa, lokacije vrat (kjer plastika vstopi v votlino kalupa), hladilnih kanalov in ejektorskih zatičev.
2. Izbira materiala
• Osnovni material kalupa: Za osnovo kalupa izberite visokokakovostno jeklo. Pogosto se uporabljajo predhodno kaljena jekla ali orodna jekla z dobro trdoto, odpornostjo proti obrabi in žilavostjo. Na primer, jeklo P20 je priljubljena izbira zaradi dobrih lastnosti obdelave in odpornosti proti obrabi med postopkom brizganja.
• Material za votlino in jedro: izberite materiale, ki lahko prenesejo visokotlačno vbrizgavanje plastike in večkratno uporabo. Za zagotovitev gladke površine na zaboju so prednostne nekatere zlitine z visoko temperaturno odpornostjo in odličnimi površinskimi lastnostmi.
3.Proizvodni proces
• Rezkanje in strojna obdelava: uporabite precizna obdelovalna orodja, kot so rezkalni stroji CNC (računalniško numerično krmiljenje), da izrežete votline in jedra kalupa v skladu z zasnovo 3D modela. Natančnost obdelave je ključnega pomena za zagotovitev, da se različni deli kalupa natančno prilegajo.
• EDM (Electrical Discharge Machining): EDM se lahko uporablja za zapletene oblike ali fine podrobnosti, ki jih je težko doseči z rezkanjem. Uporablja električne razelektritve, da razjeda material in ustvari želeno obliko.
• Površinska obdelava: Nanesite ustrezno površinsko obdelavo kalupa. Na primer, poliranje površine votline do visokega sijaja lahko izboljša kakovost površine plastičnega zaboja in olajša sprostitev dela iz kalupa. Teksturiranje se lahko izvede tudi, če je na zaboju potreben poseben površinski vzorec.
4. Zasnova hladilnega sistema
• Učinkoviti hladilni kanali: Oblikujte učinkovit hladilni sistem s hladilnimi kanali, ki so enakomerno porazdeljeni po votlini kalupa. To pomaga pri nadzoru hitrosti hlajenja plastike, skrajšuje čase ciklov in preprečuje zvijanje zaboja zaradi neenakomernega hlajenja. Premer in postavitev hladilnih kanalov je treba skrbno načrtovati.
5. Nadzor kakovosti
• Dimenzijski pregled: Uporabite natančna merilna orodja, kot so koordinatni merilni stroji (CMM), da preverite dimenzije delov kalupa glede na konstrukcijske specifikacije. Morebitna odstopanja je treba popraviti, da se zagotovi pravilno prileganje in delovanje kalupa.
• Preizkusni zagoni: Izvedite poskusno vbrizgavanje z uporabo kalupa, da preverite morebitne napake v plastičnem zaboju, kot so kratki udarci (nepopolno polnjenje), blisk (odvečna plastika) ali sledi pogrezanja. Na podlagi rezultatov poskusnih zagonov izvedite prilagoditve kalupa, kot je sprememba zasnove vrat ali prilagoditev parametrov vbrizgavanja.
Kakšen je dobavni rok za izdelavo industrijskega kalupa za brizganje zabojev?
Čas priprave industrijskih kalupov za brizganje zabojev je običajno približno 45 do 60 dni, naslednji čas pa je potreben za vsako fazo:
1. Faza načrtovanja
• Analiza izdelka in načrtovanje sheme: Za izvedbo podrobne analize specifikacij zabojev, strukturnih značilnosti in posebnih potreb kupcev ter za razvoj predhodnih shem načrtovanja potrebujete približno 3 do 7 dni.
• 3D modeliranje in risanje: Izdelava natančnih 3D modelov in risanje podrobnih 2D risb s profesionalno programsko opremo CAD običajno traja od 5 do 10 dni za nadaljnjo proizvodnjo.
2. Faza nakupa materiala
• Nabava jekla za kalupe: običajno traja približno 3 do 7 dni, v skladu z zahtevami glede oblikovanja kalupa za nakup ustreznega jekla, če je treba posebno jeklo naleteti po meri ali dobaviteljev ni na zalogi, se lahko čas podaljša na 10 do 15 dni .
• Nabava dodatne opreme: Za nakup standardne dodatne opreme, kot so naprstniki, drsniki, pokrovi za vrata itd., potrebujete 3 do 5 dni, za prilagoditev posebne dodatne opreme pa 7 do 10 dni ali celo več.
3. Faza izdelave
• Groba obdelava: uporaba CNC rezkalnega stroja in druge opreme za grobo obdelavo surovca kalupa, odstranitev večine robov, običajno traja približno 7 do 10 dni.
• Končna obdelava: vključno s polkončno obdelavo in končno obdelavo, fino obdelavo ključnih delov, kot sta votlina in jedro kalupa, da se zagotovi natančnost dimenzij in kakovost površine, kar traja približno 10 do 15 dni.
• EDM: Pri zapletenih oblikah ali finih strukturah traja približno 3 do 5 dni, da se doseže posebna obdelava oblike s korozijskimi materiali za praznjenje EDM.
• Površinska obdelava: poliranje, nitriranje, kromiranje in druga površinska obdelava za izboljšanje trdote površine kalupa, odpornosti proti obrabi in odpornosti proti koroziji traja približno 3 do 7 dni.
4. Pregled kakovosti in faza odpravljanja napak
• Pregled kakovosti: uporaba CMM in druge opreme za izvedbo celovitega pregleda kalupa za zagotovitev, da natančnost dimenzij ter toleranca oblike in položaja izpolnjujejo zahteve, kar traja približno 3 do 5 dni.
• Preizkus kalupa in odpravljanje napak: Izvedite 2 do 3 teste kalupa ter prilagodite in optimizirajte kalup glede na stanje plastičnih delov po vsakem preizkusu, ki traja približno 7 do 10 dni.
Katere so pogoste napake v kalupih za industrijske zaboje in rešitve, kako se jim izogniti?
Tukaj je nekaj pogostih napak v kalupih za industrijske zaboje in načinov, kako se jim izogniti:
1. Kratki udarci
Opis napake: do kratkih udarcev pride, ko plastični material ne zapolni popolnoma votline kalupa. Posledica tega je nepopoln ali delno oblikovan industrijski zaboj z manjkajočimi deli.
Vzroki in izogibanje:
Nezadosten tlak ali prostornina brizganja: Preverite nastavitve stroja za brizganje. Zagotovite, da sta tlak in prostornina vbrizgavanja zadostna za zapolnitev celotne votline kalupa v skladu z zasnovo zaboja. Morda bo treba tlak prilagoditi glede na vrsto in viskoznost uporabljene plastike. Omejen pretok materiala: To je lahko posledica ozkih ali blokiranih vrat. Oblikujte vrata, ki so ustrezne velikosti in oblike, da omogočajo nemoten pretok materiala. Preverite tudi morebitne ovire v sistemu vodil. Med postopkom oblikovanja naj bo vodilo in vrata čista in brez ostankov.
2. Bliskavica
Opis napake: Flash je odvečna plastika, ki štrli iz mld ločilne črte ali drugih odprtin. Industrijskemu zaboju daje nerafiniran videz in lahko vpliva tudi na njegovo funkcionalnost.
Vzroki in izogibanje:
Nepravilno zapiranje kalupa: Zagotovite, da je vpenjalna sila kalupa pravilno nastavljena. Če je sila prenizka, se mld morda ne bo zaprl dovolj tesno, zaradi česar bo plastika pronicala ven. Redno preverjajte zapiralni mehanizem za obrabljenost in po potrebi prilagodite zapiralno silo.
Obrabljene ali poškodovane površine kalupov: Sčasoma se lahko površine kalupov obrabijo ali poškodujejo, kar povzroči vrzeli na ločilni liniji. Redno pregledujte in vzdržujte površino kalupa. Polirajte ali popravite morebitna poškodovana mesta, da zagotovite tesno tesnjenje.
3. Oznake pomivalnega korita
Opis napake: sledi umivanja so vdolbine ali votle površine na površini oblikovanega industrijskega zaboja. Običajno se pojavijo na območjih z debelimi deli in so posledica krčenja plastike, ko se ohlaja.
Vzroki in izogibanje:
Neenakomerna debelina stene: Oblikujte zaboj z enakomernejšo debelino stene. Izogibajte se nenadnim spremembam debeline, ki lahko povzročijo različno ohlajanje in krčenje. Če so potrebni debeli deli, razmislite o dodajanju reber ali drugih strukturnih elementov, da zmanjšate verjetnost sledi umivalnika.
Neustrezno hlajenje: Zagotovite učinkovit hladilni sistem. Hladilni kanali morajo biti zasnovani tako, da zagotavljajo enakomerno hlajenje po kalupu. Prilagodite čas hlajenja in pretok hladilne tekočine glede na značilnosti plastičnega materiala, da zmanjšate težave, povezane s krčenjem.
4. Upogibanje
Opis napake: zvijanje se nanaša na izkrivljanje oblikovanega industrijskega zaboja iz predvidene oblike. To lahko oteži zlaganje ali uporabo zabojev, kot je predvideno.
Vzroki in izogibanje:
Neenakomerno hlajenje: Podobno kot sledi umivanja lahko neenakomerno hlajenje povzroči zvijanje. Preverite zasnovo hladilnega sistema in se prepričajte, da je hladilno sredstvo enakomerno porazdeljeno po kalupu. Upoštevajte tudi toplotno prevodnost materiala kalupa in njen vpliv na enakomernost hlajenja.
Napačni parametri brizganja: Napačne nastavitve, kot so hitrost brizganja, tlak embalaže in čas zadrževanja, lahko vplivajo na porazdelitev notranjih napetosti v oblikovanem delu in povzročijo zvijanje. Optimizirajte te parametre s poskusi in napakami ter na podlagi lastnosti plastičnega materiala.
5. Površinske napake (praske, madeži itd.)
Opis napake: To lahko vključuje praske na površini zaboja, madeže od degradirane plastike ali grobo teksturo.
Vzroki in izogibanje:
Kakovost površine kalupa: Zagotovite visokokakovostno površino kalupa. Vse praske ali hrapavost na površini kalupa se bodo prenesle na oblikovani del. Redno polirajte površine kalupov in z njimi ravnajte previdno med vzdrževanjem in delovanjem.
Kontaminacija: Plastični material naj bo čist in brez nečistoč. Shranjujte ga v čistem okolju in uporabljajte ustrezne postopke ravnanja, da preprečite, da bi umazanija, vlaga ali druge tuje snovi prišle v material in vplivale na kakovost površine oblikovanih zabojev.
Paket &. Dostava

Sestavine plesni
Kalupno jeklo

Hot Runner sistem

Standardni deli

Povratne informacije strank

Lahko delite natančnejše kontaktne podatke, kot so e-poštni naslov, telefonska številka ali spletni obrazci za stik, tako da lahko zainteresirane strani stopijo v stik z vami glede izdelave kalupa za plastične industrijske zaboje. Lahko pa iščete potencialne stranke prek različnih kanalov, kot so industrijske razstave, poslovni imeniki in spletne proizvodne platforme, da promovirate svojo storitev izdelave kalupov.





